High frequency welding rod core working environment determines it must have a certain corrosion resistance,high temperature resistance,some places need magnetic induction intensity is relatively strong.
brand:
MCTitem no.:
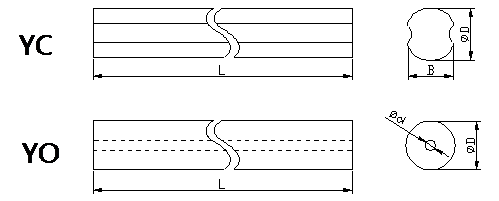
YO Series(Solid and hollow type)shipping port:
ShanghaiHigh frequency welding rod core working environment determines that it must have a certain corrosion resistance, high -temperature resistance, by using different magnetic thickness can get different magnetic induction intensity and some places need magnetic induction intensity is relatively strong.
The choice of different high frequency welding rod core magnet can determine the maximum magnetic induction intensity and temperature performance, generally to welding in the conventional 1 inch diameter high frequency magnetic NdFeB magnets do surface magnetic induction intensity of more than 12000 Gauss need more than N40 material. The welding rod core in the temperature more than 150 degrees above the general choice of alnico high temperature resistance.
Solid and Hollow Magnetic Ferrite Core YO Series Ferrite Core
|
TYPE |
|||||
|
RC5×100 |
RC7×140 |
RC17×140 |
RC8×200 |
RC20×200 |
RC10×70 |
|
RC6×100 |
RC8×140 |
RC18×140 |
RC9×200 |
RC22×200 |
RC11×70 |
|
RC7×100 |
RC9×140 |
RC20×140 |
RC10×200 |
RC24×200 |
RC12×70 |
|
RC8×100 |
RC10×140 |
RC22×140 |
RC11×200 |
RC25×200 |
RC14×70 |
|
RC9×100 |
RC11×140 |
RC24×140 |
RC12×200 |
RC28×200 |
|
|
RC10×100 |
RC12×140 |
RC25×140 |
RC13×200 |
RC30×200 |
RC8×120 |
|
RC11×100 |
RC13×140 |
RC28×140 |
RC14×200 |
RC32×200 |
RC10×120 |
|
RC12×100 |
RC13.5×140 |
RC30×140 |
RC15×200 |
RC35×200 |
RC10×160 |
|
RC13×100 |
RC14×140 |
RC32×140 |
RC16×200 |
RC36×200 |
RC12×120 |
|
RC13.5×100 |
RC15×140 |
RC35×140 |
RC17×200 |
RC38×200 |
|
|
RC14×100 |
RC16×140 |
RC36×140 |
RC18×200 |
|
|
|
RC15×100 |
|
RC38×140 |
|
|
|
|
RC16×100 |
|
|
|
|
|
|
RC17×100 |
|
|
|
|
|
|
RC18×100 |
|
|
|
|
|
|
RC20×100 |
|
|
|
|
|
|
RC22×100 |
|
|
|
|
|
|
RC25×100 |
|
|
|
|
|
|
RC30×100 |
|
|
|
|
|
If you have any questions, please contact us or leaving your comments, we will give you fast reply.
Email: sales003@mycoiltech.com
Skype: sales003_125
Contact: Lily Yu
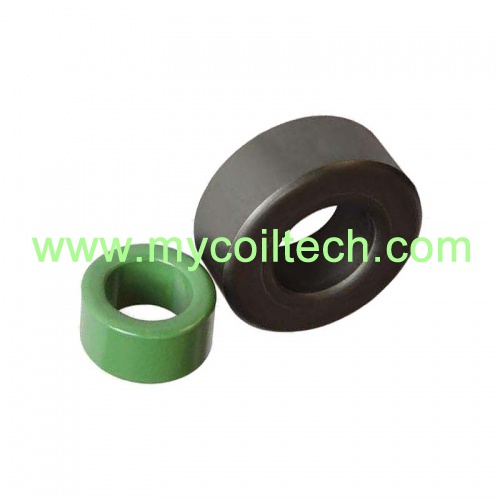 Magnetic Ferrite Toroidal Cores for Transformers and Choke Coils
Magnetic Ferrite Toroidal Cores for Transformers and Choke Coils
Magnetic ferrite toroidal cores for transformers, inductors,sensors, motors,rotors, wind generators, magnetic holder, filters automobiles. Low noise, low magnetizing current.
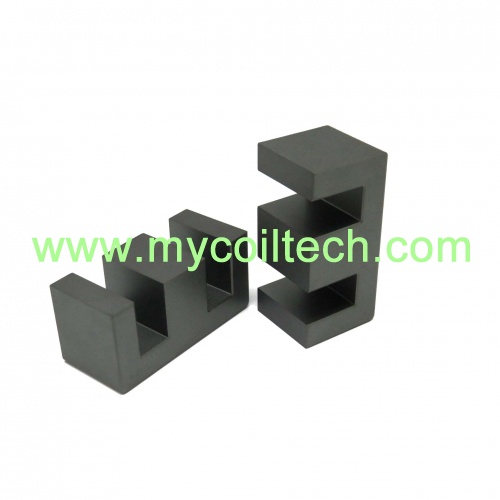 EE/EF/EEL Ferrite Cores for Electronic Transformers
EE/EF/EEL Ferrite Cores for Electronic Transformers
EE/EF/EEL type ferrite core has wide range of uses, varieties, lead space, winding wiring convenient. Ferrite core materials: MP4, M5P, M7P, M10P
 EF Ferrite Core, High Frequency Switching Power Transformer Soft Ferrite Core
EF Ferrite Core, High Frequency Switching Power Transformer Soft Ferrite Core
EF Type Mnzn Transformer Ferrite Core has high frequency,low-loss.EF core materials:MP4,M5P,M7P,M10P.Mainly for swtching transformers,filter transformers,pulse transformers.
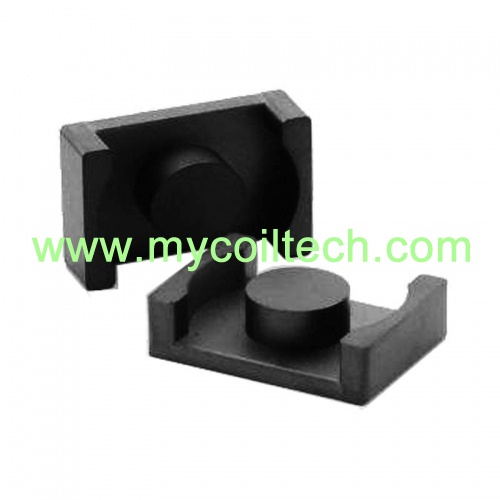
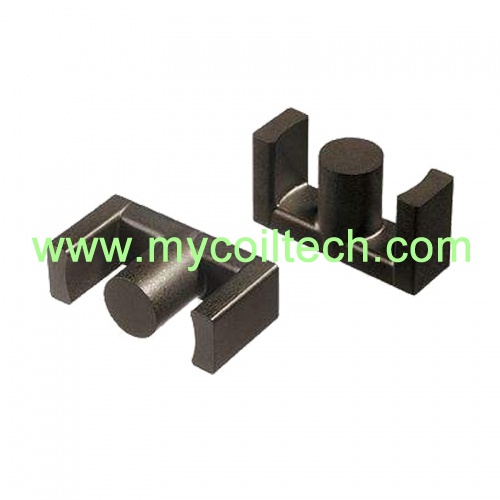
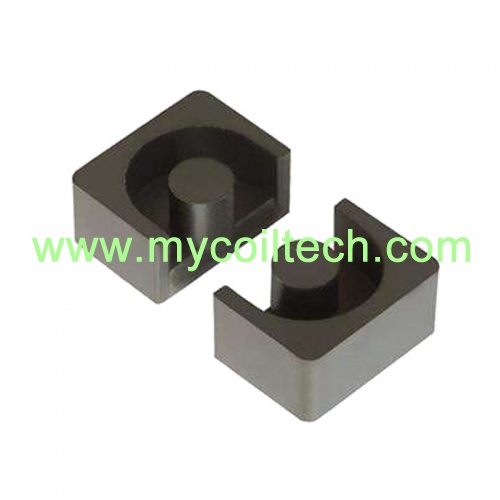
 CUT Mn-Zn Ferrite Core for High Efficiency Sensor, Power Conversion Transformer
CUT Mn-Zn Ferrite Core for High Efficiency Sensor, Power Conversion Transformer
CUT series transformer ferrite core has small size, high inductance, easy winding, high inductance per unit space, magnetic shielding and cooling effect of a balanced.
 ED Series Ferrite Core for Switching Power Transformer
ED Series Ferrite Core for Switching Power Transformer
ED series ferrite core has high frequency and low-loss. Mainly for switching transformers, choke inductors, pulse transformers. ED power core materals: MP4/M5P /M7P/M10P
 EDR Series High Frequency Soft Ferrite Core Used for Switching Power Output Transformer
EDR Series High Frequency Soft Ferrite Core Used for Switching Power Output Transformer
EDR soft power ferrite core has high-frequency, low-loss. Mainly used in switching power output and smoothing circuits. Efficiency: more than 98% Certification: ISO9001,ROHS,CE.
 Power Conversion Transformer Core, EM Series Power Ferrite Core
Power Conversion Transformer Core, EM Series Power Ferrite Core
EM Series Ferrite Core has small size, high inductance, easy winding, high inductance per unit space, magnetic shielding and cooling effect of a balanced.
 ER Series Power Ferrite Core for Filter Transformer, Pulse Transformer
ER Series Power Ferrite Core for Filter Transformer, Pulse Transformer
ER power ferrite core coupling position is good,center column is circular,easy to winding and increase winding areas,used in large power small leakage inductance transformer.
 High Frequency Transformers EFD Series Ferrite Core for Surface Mounting
High Frequency Transformers EFD Series Ferrite Core for Surface Mounting
EFD series power ferrite core has a small thermal resistance,attenuation,power,operating frequency wide stool use advantages.Finished product is light weight,reasonable structure.
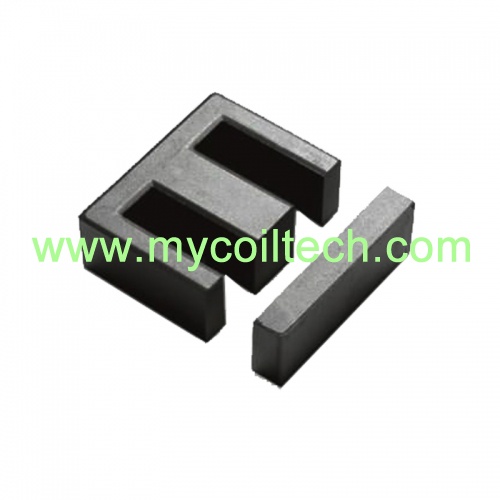 High Frequency Mn-Zn Planar Cores EI Series Ferrite Core
High Frequency Mn-Zn Planar Cores EI Series Ferrite Core
EI power ferrite core has compact structure,small size,high frequency,wide operating voltage range,the air gap in the top of the coil coupling tight,low loss.
 Low Transmission Loss EP Series Ferrite Cores
Low Transmission Loss EP Series Ferrite Cores
EP ferrite core has good magnetic shielding, small distributed capacitance, low transmission loss. Bobbin equipped multiple connectors, easy to design multiple output transformers.
 High Frequency Ferrite Core PCB, EPC10 Power Ferrite Core
High Frequency Ferrite Core PCB, EPC10 Power Ferrite Core
EPC power ferrite core has small thermal resistance,low attenuation,high power,wide operating frequency,light weight,reasonable structure,easy surface mount,shielding effect is good.

Hefei Mycoil Technology Co.,LTD(MCT) is a high-tech and growing enterprises, we are committed to the development and production of various types of coil products, various types of filter products. Meet the needs of customers with various required for...

please read on, stay posted, subscribe, and we welcome you to tell us what you think.




2024 Hefei Mycoil Technology Co.,Ltd..All rights reserved

皖公网安备 34019002600405号
 +86(0)55166196829
+86(0)55166196829 sales@mycoiltech.com
sales@mycoiltech.com live:sales003_125
live:sales003_125